|
#1
 Thu 30 July 2009, 16:24
Thu 30 July 2009, 16:24
|
|||
|
|||
|
The incredible 3 week build is cutting & logo'ed! #30 - Seattle, WA
Hey all, My name is Brian and I am a newcomer to this forum, but I've been fabricating with various materials for years. The theatre I work at is in need of a CNC and we have decided to build one. I have about 3 weeks to do it and I think I'll be able to make it since so many parts are available with little modification.
We looked at several different DIY style CNC routers and this one seems like the most commercial finished product. Great design and great forum, I look forward to the time I'm going to spend here. 
|
|
#2
Thu 30 July 2009, 17:48
|
|||
|
|||
|
Brian
Good luck with your build. 3 weeks is an agressive build but I bet you can do it.
|
|
#3
Thu 30 July 2009, 18:39
|
|||
|
|||
|
Wishing you a smooth sailing build.....3 weeks!!! Yiaiks
 If time permits, shoot us some photos once in a while  Best of luck, Robert 
|
|
#4
Thu 30 July 2009, 18:39
|
|||
|
|||
|
Brian,
If your going to be putting in some 8+ hour days, you should be able to do it. Sometimes the wait is materials. It's tough to finish a critical item when your missing something. Good Luck. I wish I would have had more full days with my build. Mike
|
|
#5
Thu 30 July 2009, 19:47
|
|||
|
|||
|
Welcome Brian,
Good luck on your build. Keep us in the loop. 
|
|
#6
Fri 31 July 2009, 19:15
|
|||
|
|||
|
Alright, another Theater shop!
You have 3 other theater/summer stock builders here. We're here to help.....ask if you need it. Sean
|
|
#7
Sat 01 August 2009, 07:22
|
|||
|
|||
|
Good luck Brian! Can't wait to see how you make out. Another tech!
|
|
#8
Sun 02 August 2009, 01:23
|
|||
|
|||
|
3 weeks is a tall order, but its not impossible to organize.
Good luck Brian!
|
|
#9
Sat 08 August 2009, 13:00
|
|||
|
|||
|
The following joined to thread above...
In my personal introduction thread I set the lofty goal of a 3 week MechMate build. Well, I'm 1 week into it now (a 32 hour work week) and I think I am on track for a functional machine at the end of 3 weeks. I am sure I'll need some fine tuning and detail work after that, but we need to be making pretty specific dust by mid September. Friday, July 31st- Ordered Laser cut parts for Joe in Alabama. Finished Drawing our version of the table frame, we're using rectangular tube and because the table has to straddle an existing shop table and be able to relocate if we need that space it won't have any diagonal bracing of the X axis length. Instead of using channel we're using 2"x3" tube and trussing it up from the table bed, the legs are incorporated into the truss to provide the stiffness lost by removing the braces. The dimension of the table not visible in the drawing is 5'-6", our cutting dimensions are about 4'-1" x 8'-1 1/2". 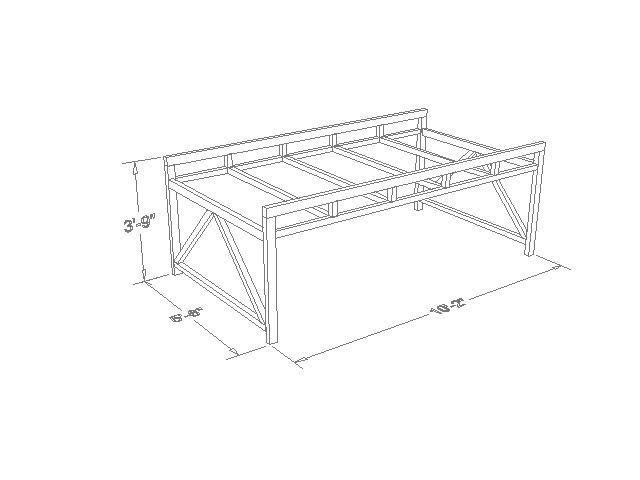 Tuesday, August 4th-Ordered the majority of the remaining required parts. My boss cut the steel for the table frame while I cut down the rails, I am leaving them at 20' long until I'm done grinding the angles on top so that I can potentially avoid using any places that go astray while I'm grinding. Having a steel cutting circular saw sure made this process easy, I have much sympathy and respect for you folks who get to do this with cut-off disks on grinders.   Wednesday, August 5th-Some parts started arriving and I got the majority of the table welded up. The picture shows the clamping and leveling involved in assuring that every part of this table frame came out straight and square by the time I was done putting the welds on it. Every part I checked when I was finished was level or plumb and the rails are parallel and straight within about 1/32" I think I'll be able to get the guide rails bolted on "dead nuts" parallel.  Thursday, August 6th- Finished welding the table and got the primer on and the non-welded seams filled.  Friday, August 7th- In addition to being a short day for me at work I wasted 2 hours driving around looking for more cans of my spray paint half way through painting the table frame. By the time the day was done though I managed to get the frame painted and do a preliminary wiring of the power supply parts that arrived in the morning. I didn't play with the capacitor because I didn't want it sitting around with a charge but I got the transformer and rectifier figured out and kicking out the 48vdc they were supposed to. You can see them sitting in the picture of accumulated parts on my desk, we also received the G540, the motors, the pinions, the racks, the gas shock, the VHB, router, router mount, and springs by the time the week was over. Just about everything else is supposed to arrive by Tuesday when I get back to work, including the laser cut parts Here's the painted frame sitting outside the paint booth I shoehorned it into for painting  And the aforementioned pile of parts  And the view down from our office at the table frame sitting on our shop paint floor, sure makes it look small. 
|
|
#10
Sat 08 August 2009, 13:17
|
|||
|
|||
|
I have never seen a MM look so small!
Brian, I am a bit concerned that you havn't got diagonal braces in the x-direction. Consider that you have a nearly 200 pound gantry kicking back and forth on the frame . . . . .
|
|
#11
Sat 08 August 2009, 13:29
|
|||
|
|||
|
Gerald,
The way the legs integrate into the frame makes it feel real solid, it basically has the top 11" of leg braced and the tube is 2"x3" with 1/8" wall. I do have a few planned ways to deal with the stability if necessary though. When the machine is straddling the table where it will likely spend most of it's time we can shim down to the table top of the giant work table it's sitting over and use it as bracing, and if we pull it out into the shop we can easily enough bolt on some diagonals. The other area of my design that will potentially raise a flag hasn't been shown to you guys yet. My plan is to drill and tap the tube for bolting the guide rails on. I did a test with a 5/16"-18 bolt and am convinced that it won't strip out accidentally, but I'm still curious what others think. I do have enough left over cut-off from my rails that I could do a clamp strip similar to the gantry rails and I may consider that, but I thought I'd see if anybody else had some advice. I know I've seen a few other machines on here with tube instead of channel for the rail supports.
|
|
#12
Sat 08 August 2009, 13:39
|
|||
|
|||
|
can´t see the photos
|
|
#13
Sat 08 August 2009, 13:52
|
|||
|
|||
|
Odd, the way I've attached them works on other forums.
Gerald, I attached the photos in a test thread and then used that location to insert them here. If that system isn't working for people I can link from my photobucket account but I'd need access to edit the thread.
|
|
#14
Sat 08 August 2009, 15:05
|
|||
|
|||
|
Brian,
I also can not see the photos. Good luck with your quick build.
|
|
#15
Sat 08 August 2009, 19:16
|
|||
|
|||
|
Now I can see, the last photos!!!
Good Work
|
|
#16
Sat 08 August 2009, 20:19
|
|||
|
|||
|
Brian,
Since you asked for input, I'll give you mine. In EVERY single case where I deviated from Gerald's plans/instructions, I regretted it. In my opinion, you need the clamp strip Gerald designed and you need to install it like Gerald recommends. When I was building my MM, I didn't read the plans correctly and spot welded my strips in place. This caused me big problems later when I tried to align the rails.
|
|
#17
Sat 08 August 2009, 21:38
|
|||
|
|||
|
Brian, you could tap into 1/8" material if you pilot drill 3/16" and then drive a hardened spike through the hole to "flow" the material like an upside-down volcano for tapping.
I understand what you are saying about your leg anchor method, and that will work for cutting out palm trees and father xmases for décor (few gantry reversals), but when you try and engrave small text those legs will flex and set up table shakes. I do delete test threads from time to time, but this wasn't the case here
|
|
#18
Sun 09 August 2009, 01:03
|
|||
|
|||
|
Gerald,
Thanks for looking out for the shake and leg flex issues, I think I'll be able to address it if (or more likely when) it shows up. Our shop space is at a premium and we are building the table for 1 specific project at this point, we know we'll find a billion uses for it once we have it so making it as versatile as possible is the idea, I am sure I'll have to brace it to the table it's living above (which is 8'-6"x 30' and it's girth alone should absorb most of the energy of the gantry moving.) I am also OK with the idea of slowing the moves way down with lengthy accel and decel times if necessary for detailed stuff, wouldn't that work too? Interesting idea about deforming the holes so I have a deeper spot for tapping, I don't think the clamp strip will be too much work other than starting the center bolts, but I may give the deformed hole idea a shot. I think if you wanted to delete the first post this thread may be cleaner. I'll use the Photobucket hosting from now on, I got out of the habit of using them because it was sometimes a pain but their system seems improved since then. Doug, I think I can see similar results (Gerald's plan being the good one) coming already. I had set down the path to purchase a switching power supply and due to Gerald and Heath/Domino11's advice I purchased the parts to do a home made un-regulated supply and it seems like it will definitely be more trouble free and it was simple enough to build.
|
|
#19
Sun 09 August 2009, 02:25
|
|||
|
|||
|
The threaded clamp strip actually works quite easily - you can start at one end, and go hole by hole. Pushing a stick in under it could help, but I havn't found that to be necessary yet. You can also "fish" the strip up with all-thread bar. Or, as I saw my son doing the gantry, he turned the gantry upside down and used gravity.
You are going to be okay with your table. Sometimes I know that I should keep quiet because the builder has a good grasp of what he is letting himself in for, but I am concerned for other builders thinking ot is okay because I kept quiet
|
|
#20
Sun 09 August 2009, 04:01
|
|||
|
|||
|
Hi Brian,
Love your trusses approach, definately an inspiration for me. However, I share Gerald's concern on the x-axis rigidity. Additional bracing at this stage would be easiest and most beneficial. they won't take up additional foot print. How did you weld the frame? Did you see any deformation on the top rail support? I ask cos RHS are thin.
|
|
#21
Sun 09 August 2009, 15:48
|
|||
|
|||
|
Thanks for the comments guys.
I welded sides of the frame laying on a table tightly blocked in place and moving around to avoid too much heat concentration. I used the same jig for both sides and the only real deformation I got was that the legs of the sides pinched in toward each other a bit, I wasn't thinking on the first side and welded the face seam between the lower horizontal bar and the leg, that much heat on the face bent the 3" leg fairly easily. The very top piece of 2"x3" steel didn't deform noticeably at all, I didn't do any face welding of the truss pieces only fillet welds on the inside corners and I tried to get just enough penetration and nothing excessive so I wouldn't overheat any one spot. After welding the two side frames I stood them up and clamped the crosses between them and leveled and plumbed everything then tacked all the parts in place and then finish welded it all. I think one key to avoiding too much deflection is to know just how much weld you actually need at each joint, I welded 2 of the 4 sides of all my joints and that will be plenty, if I were to do any destructive testing on the joints I am sure the steel would tear somewhere near the weld but the joint itself would stay intact, too many welds means too much heat and lots of misshapen metal. Last edited by bfauska; Sun 09 August 2009 at 15:52.. Reason: Had not completely answered the question.
|
|
#22
Sun 09 August 2009, 20:40
|
|||
|
|||
|
The trusses won't deform because they are symmetrical - same number of welds on the top as the bottom.
|
|
#23
Tue 11 August 2009, 09:24
|
|||
|
|||
|
It may be a good day and it may be a long day, my laser cut parts came in (thanks Joe,) as did my bearings (thanks Rick,) and my parallel cable (thanks CablesToGo.)
The reason it may be a long day is that I came in intending to re-wire my power supply first thing and I started by cutting off the old series wiring and rewired in parallel. At least I thought I did it in parallel. I accidentally wired 1 coil shorted and the other cable shorted. I noticed it when I went to hook it to the rectifier and realized that I didn't have any polarity because I didn't have a functionally wired setup. Cut the wires off and fixed it. At least I didn't plug it in. If everything goes like this today I'm in for some frustration.
|
|
#24
Tue 11 August 2009, 09:29
|
|||
|
|||
|
Coffee Brian, coffee . . . .
|
|
#25
Tue 11 August 2009, 09:29
|
|||
|
|||
|
Brian,
Cheer up, and use a fuse on the input, even when you are testing. Slow blow fuses are good for toroids as they tend to have larger inrush currents on power up. Hope the rest of the day goes better.
|
|
#26
Sat 15 August 2009, 23:49
|
|||
|
|||
|
Well, Tuesday is done... so is Wed, Thurs, Fri, and Sat, and I've had some good progress. I don't know if I'm going to make the 3 week deadline but it's going to be real close to making dust by then.
Tuesday 8/11, I re-re-re-wired the power supply and then walked away from it. My boss started welding up the gantry and cut, drilled, and tapped the clamp strips for it while I built the grinder skate and ground the rails (mostly.) It took a good deal of time to get our grinder to fit, I know that many people have just purchased a grinder known to work but when you have 5 identical grinders that all are in good condition it doesn't make much sense to buy a new one. If anybody is curious, a Metabo 4 1/2" grinder works with the skate as long as you open the hole in the skate for the gearbox up about another 1/8", I used an oscillating drum sander for this and it took a while but was a nice finished product. I also had to run to the hardware store for some metric screws to attach the skate to the grinder. Wednesday 8/12, My boss got the gantry and the y car welded ( I found out today that one of the end panels on the y-car is backwards but I don't think it's going to matter. He even ground off the tabs to make it fit backwards, odd.) I finished grinding the rails, cut, drilled and tapped the clamp strips for the x axis, and we got all those parts painted. Thursday 8/13, I sent my boss off to go get bolts for the v-groove casters while I mounted the feet, and the x rails then we got the gantry and y-car rolling. I ground the z-slide from a chunk of cold roll flat bar and it was dream-like compared to grinding the angle iron. After I had the z-slide plate ground I drilled it and the z-slide tube and countersunk and tapped all the appropriate holes. My Boss worked on dry fitting all the motor mounts. Friday, 8/14, finished the z-slide and mocked it onto the spider plate with washers in place of the support bushings, found out that I need yet another spacer between my K2CNC mount and the slide but I am pleased with the 1 bolt and 2 pin tool changing system. Taped the gear racks up. Sent the boss to go get the hold down bearing so I could go to my dad's this weekend and machine the part that it press-fits to. Pulled the motors off the table to start "kitchen table"ing. Saturday 8/15, My plan was to go to my dad's this weekend and use his lathe to make the turned parts but he's swamped at work lately getting ready to move the company from 3 buildings in downtown Seattle to a huge new facility about 20 miles away so I decided to give the turning a shot on our "lovely" Harbor Freight lathe at work. I managed to get the bearing mount machined and decided to approximate the v-groove support bushings with some 3/4" rod with a center hole drilled. I got all those parts welded on and painted. I also finished the order for all the enclosures, push-buttons, relays, proxies, etc... from factorymation. The only picture I have right now was taken at the end of the day Wednesday, and you can probably make out the JR style color scheme. Everybody walking around the building that sees this project loves the blue, and the black accents really look great. Our paint job is nowhere near as good as the powdercoated beauties out there, but I'm sure we'll have to do enough modifications or repairs/adjustments to make us glad it's only paint. (and if we don't have to do any I'll give Murphy's law credit, assuming that if we had powdercoated it we would have had to remove lots of it.)  Next week is even shorter than our usual Tues-Friday I'm going to Las Vegas on Friday and only working a half day Thursday. My plan for the 2.5 day week is to get the electrics temporarily wired so I can better visualize the finished wiring requirements. I may get the machine moving from computer commands and even draw something with a CNC pen, but I doubt I'll make dust. My boss is planning on installing our support boards and I think he'll weld up the Stop-block/proxy brackets. We're getting close, but when I don't make the 3 week goal it's going to push it to more like 5 since I'm gone for a week in Vegas. Oh, well, even if it takes longer, it's still an awesome machine, right? I'm looking forward to making dust. Last edited by bfauska; Sat 15 August 2009 at 23:56.. Reason: spelling and grammer
|
|
#27
Sun 16 August 2009, 08:45
|
|||
|
|||
|
Brian, you are doing really well. Everything is coming together nicely!
|
|
#28
Thu 20 August 2009, 01:40
|
|||
|
|||
|
Painted, labeled, and making dust...and carvings
I originally said I had 3 weeks to do the build and it seems I've basically made it. I started ordering parts on the 29th of July and today we got our MechMate to cut several test pieces and put on the first "MechMate" sticker.
I still have a bit of a todo list for the machine to be finished off right, but it could start making the parts that convinced us to build it tomorrow if it had to. Tuesday, 8/18, My boss (who has read my previous posts and pointed out that he and I discussed the direction the Y-car plate got welded on before the welding happened, so he's not alone in doing it backwards) mounted the Y-car hold-down bracket, the spider-plate, the z-slide, and the x stops/proximity mounts to the machine. I did a temporary "Kitchen Table" project at my desk and made the motors do the computers bidding, and then added connectors to the motors, made cables for the motors from the control box (we'll be getting soon from factorymation), mounted the power supply parts to a panel, made cables from the Gecko to a terminal strip and wired everything on the panel up. Wednesday, 8/19, We started the day by running the cables to the motors and dragging the computer into the shop. After the folks from our IT department showed up to get us passed the old password on the computer they had donated to the cause I installed Mach3, and both the Cut2d and Cut3d demos. I battled briefly with the "Charge Pump" settings and then set the rest of the ports and pins up so I could jog the motors around. The jogging test revealed that the x, and y axis were ready to rock and roll, but the z axis was behaving quite poorly. The z axis motor would choose it's direction with no regard for what button I was pushing on the computer and when it did decide to move it sounded bad too. I did some cable swapping to narrow the problem down to a specific area and then scratched my head for quite some time before realizing what the problem was. While the motors only need 4 conductors and a shield in their cables, we had some lovely 5 conductor shielded cable and I had chosen to use it, the problem is that apparently you are supposed to use the same 4 conductors on each end of the cable, when you use red, white, black, and blue on one end and red, white, black, and green on the other the motor gets unhappy. After fixing my silly wiring all the motors moved as they should. Next was the software battle. I tried to load some of the sample files from cut 2d over to Mach3 but was getting what I later found out people call "crop circles." After a look at the Vectric forums I found that the solution is actually in Mach3, there is a setting that chooses whether curves are treated with absolute or relative coordinates, Vectric uses relative and Mach3 defaults to absolute, I toggled the option in the config window and all was right. I was now able to use the Sharpie in the collet of the router to draw a gear. Next we swapped the Sharpie for a router bit and fired up the name plate sample from Cut2d. Our bit was poorly sized for the task so we moved to the wing spar and the boat from Cut3d, both of which can be seen in the linked videos. As you can see in the videos and pictures, there is a little left to do, but I think if Gerald is feeling generous I may be ready for a number, or at least ready to have one reserved for when I get back from vacation to find the parts I need to button up the electrical and then fine tune the squareness of the gantry and plumb of the z. The last picture is of a sample I did at the very end of the day to start exploring our options for a wall treatment on stage in an upcoming show. These walls were the job that pushed us off of the fence about building a CNC router so I thought I'd see how it's going to do as soon as I could. I will be posting a thread about suggestions for a system to do our pattern soon. The MechMate as it sat when the first 3d carving test was complete  The Cut3d "Yacht" carved in rigid foam insulation using bits that were way to big for the job.  This is a 10" square sample/test of a wall treatment that we need to do on about 200 square feet of wall for an upcoming show. I think the MechMate will laugh at the project as soon as I can figure out the cleanest way to cut it.  Here is a video of the spar profile cut And a video of the "Yacht" getting the last minute of its' finishing pass.
|
|
#29
Thu 20 August 2009, 02:37
|
|||
|
|||
|
How about a number?
|
|
#30
Thu 20 August 2009, 04:05
|
|||
|
|||
|
A darn fine achievement!!
|
 |
|
|
 Similar Threads
Similar Threads
|
||||
| Thread | Thread Starter | Forum | Replies | Last Post |
| Some stunning stuff, using help from paint masks #34 - Seattle, WA | buibui | MechMates already cutting | 116 | Tue 25 September 2012 13:58 |
| One year later - a report back #29 - Manitoba Canada | astrolavista | MechMates already cutting | 33 | Fri 13 August 2010 14:58 |
| Will be visiting Scandinavia next week . . . | Gerald D | Archives | 39 | Thu 05 June 2008 23:33 |
| Downloads archived 30 June 2008 | Admin | Archives | 0 | Sun 20 May 2007 01:26 |
| Can this table be made with an indexer for under $30 | Gerald_D | Test Area for this forum | 3 | Sun 01 January 2006 08:42 |




