|
|||||||
| Register | Options | Profile | Last 1 | 3 | 7 Days | Search | Today's Posts | Mark Forums Read |
 |
|
|
Thread Tools |
|
#31
 Fri 02 November 2012, 07:35
Fri 02 November 2012, 07:35
|
|||
|
|||
|
Right, Well. We have straitened the y rails and have the y car sitting much more firmly on them. This has improved the cuts some what but we are still seeing an issue as the cutter enters and exits the timber. We are also having calibration issues.
 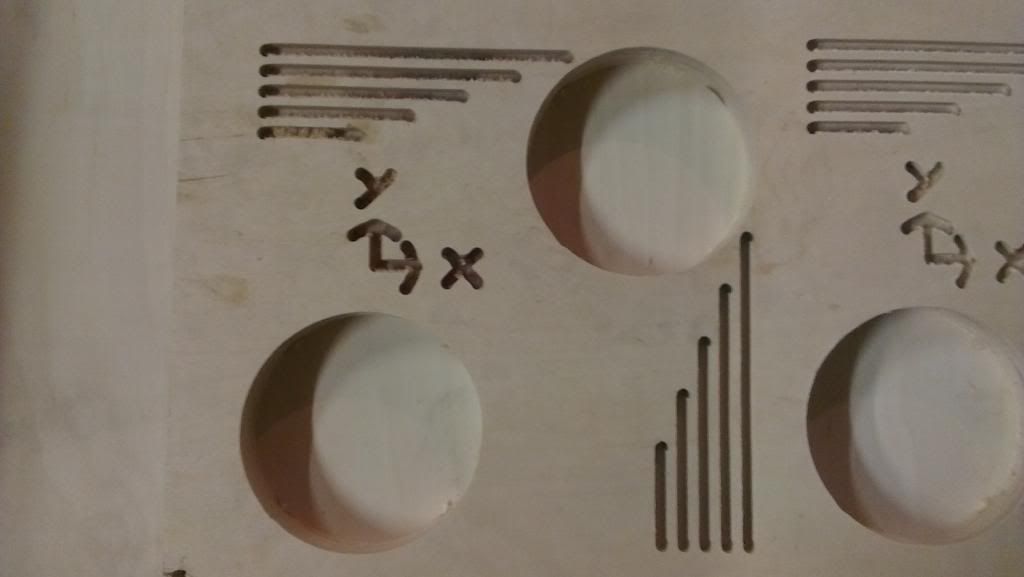 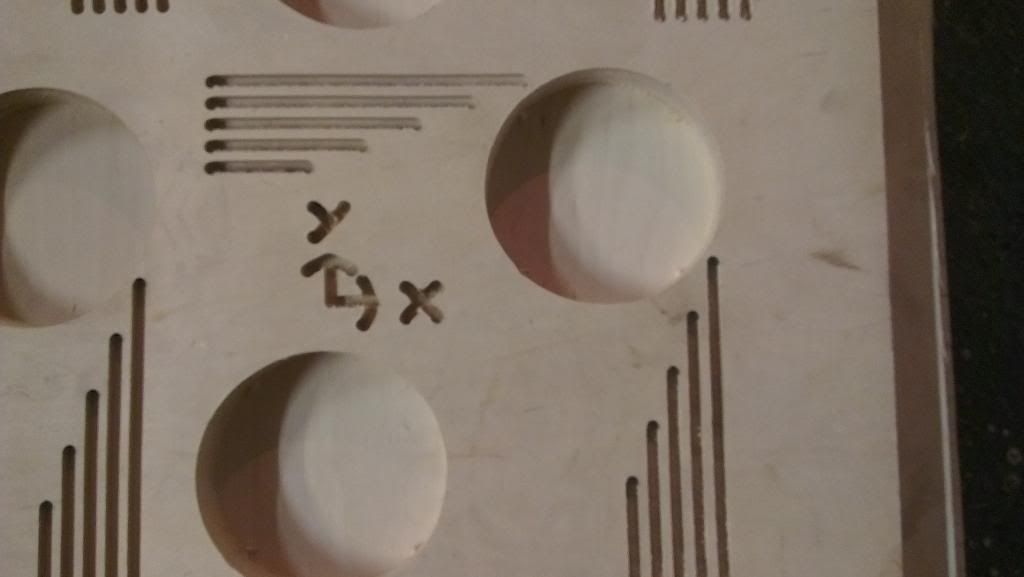 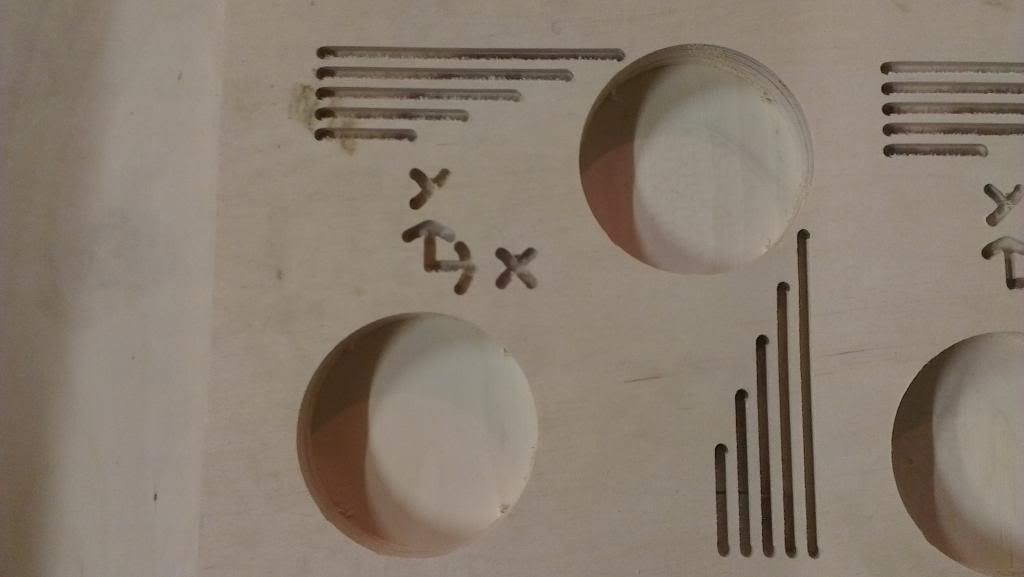 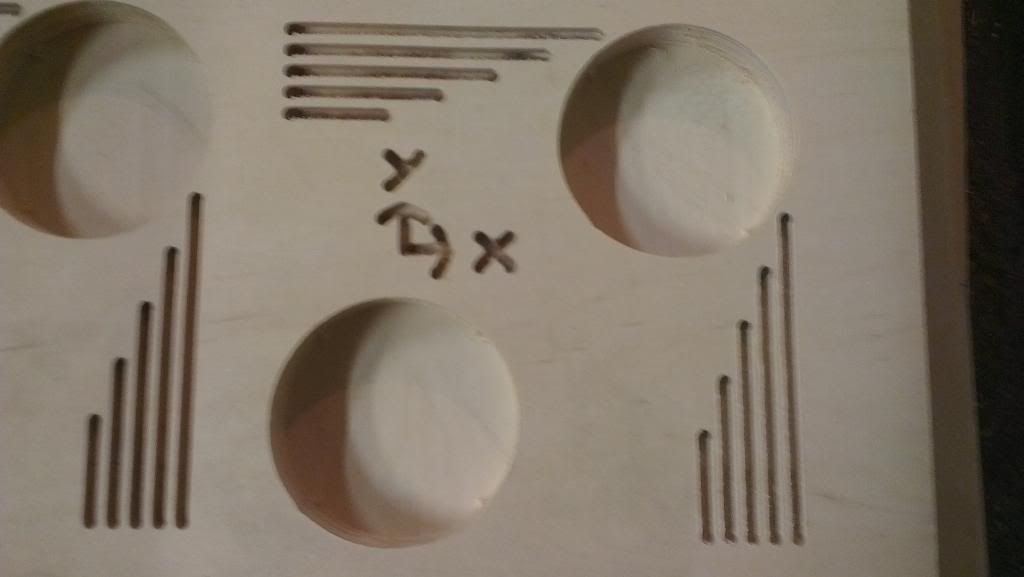 We used the rack and pinion calculation spread sheet to work out the steps per mm and the machine would cut short of the correct distance. We have 20dp Pinions and rack with a 20T Pinion gear and are using Motion control stepper drives MSD556 set to 10 micro steps giving a steps per mm of 25.064. We have then tried to use the mach 3 axis calibration function for steps per unit, as for working to a measured distance. We did this using a dial gauge and the setup as shown below.  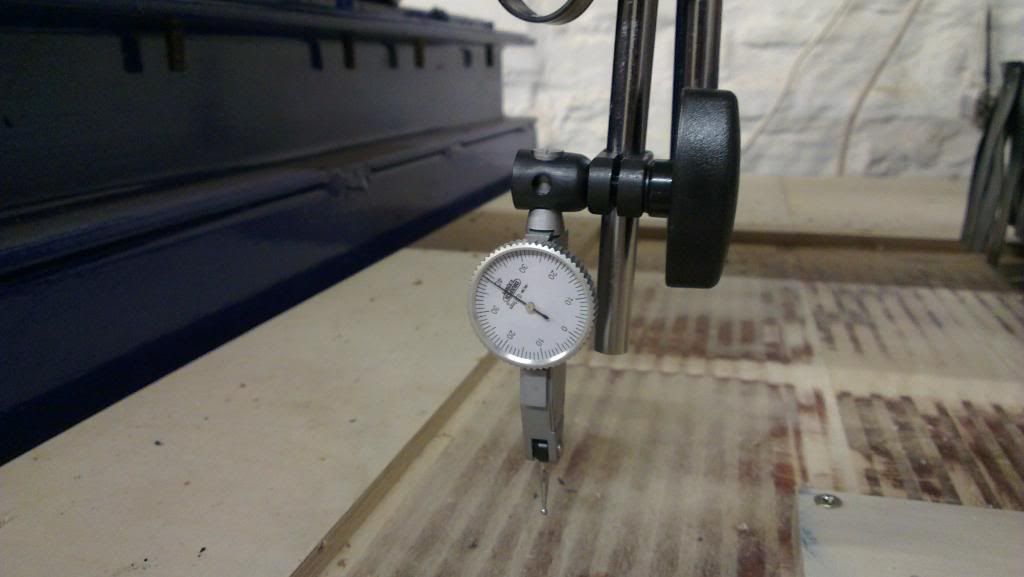 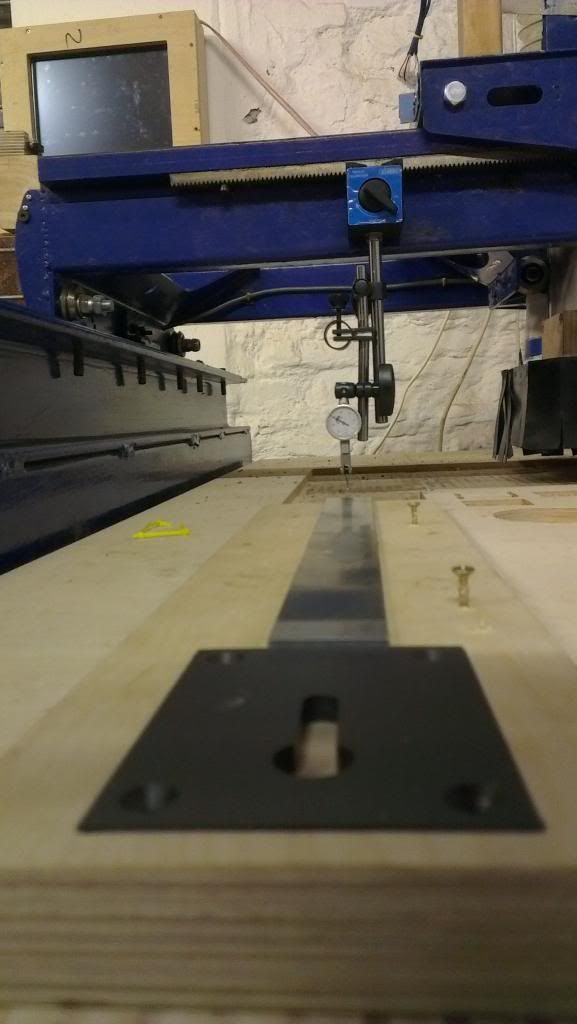 Even after doing this (and both being spot on to the dial gauge) we are still finding the cut length to be short by 0.3-0.4mm in both x and y over a 150mm cut. The amount of error does reduce/increase as the distance gets shorter/longer. Also something that seems odd is that to get this the steps per mm setting are different from the x to y different. We have actually pretty much finished designing a new 9x4 base table and have found a supplier for the bolt on rails (actually only 30-40mins away).  But the simple fact is we need to get the best out of the machine at hand now (well 3 weeks ago really!!). We simply cant afford to have this made or even get new rails until we can free up some money from selling some old assets. I think for now if we can at least get the steps per mm right for the distance on both x and y we should just about have an "acceptable" cut quality with "reasonable" accuracy. 
|
|
#32
Fri 02 November 2012, 08:15
|
|||
|
|||
|
You're making great progress! The replacement table looks good as well.
For the calibration question, check your acceleration / deceleration values. If they are too aggressive, you might be losing steps, which would explain your symptoms. Use conservative settings to get consistent calibration, then ease them up as you find the limits of your machine. Great photos, again: clearly, you're experiencing a little wiggle across the Y / in the X dimension, which shows up on the lead-in and lead-outs. That could be in your spindle mount, in the Z plate, in the Y car perpendicular to the rollers, or in the X pinions. Check for where the flex is. One thought is that the hold down idler opposite the motor on the Y car isn't doing it's job; it could be any of the springs not holding their motor or idler firmly.
|
|
#33
Fri 02 November 2012, 08:43
|
|||
|
|||
|
Hi Brad
Take a look at the springs on the y car motor and the Z axis in the earlier pics. They are long and not very taunt, you probably picked one of the issues there with the Y car moving around. SOSX remember their is another spring on the backside of the car where the roller bearing is too. SOSX you are persistant, so you will get there. If you did a good job on the flats and shims for the pinions that is less likely. Cinch the car down and see what gives. That also makes the x axis pinions probably less than firmly engaged if the same springs have been used. From memory you have to pull around 12 kg (but don't quote me on that) Regards Ross
|
|
#34
Fri 02 November 2012, 08:45
|
|||
|
|||
|
Thanks Brad, it feels like were going round in circles.
Were about to run a load more test cuts in a minute after lunch.
|
|
#35
Fri 02 November 2012, 09:19
|
|||
|
|||
|
Also check the motor swing plate on the side opposite the pivot point that it has not run out of travel.
In some circumstances the bolt can bottom out on the end of the slot in the plate and hold the pinion slightly away from fully engaging in the rack. There are two countersunk holes where the bolt can be mounted so it might need to be shifted upwards. The symptom of the rack not fully engaging is a very small clunk when the car is pushed along the Y axis. Same for the x axis for that matter. While we are at it, there are also supposed to be PTFE or teflon washers behind the pivot points and the bolt in the elongated slot in the motor plates to ensure the plates move freely. Any plastic that has been greased up will do as a substitute. Before I found the right stuff I used a thin plastic cutting board. Regards Ross
|
|
#36
Fri 02 November 2012, 09:36
|
|||
|
|||
|
Hi Ross,
We had already tightened the springs (Drilled new bolt holes for the bolts they attach to) and the pinions do seem well engaged with the rack and the Roller bearing seems quite firmly against the steel. But we will look at it again. We have considered they may need to be heavier duty, but it does take a fair bit of effort to get them engaged. We had also noticed that we were missing the teflon washers and the lever action is a bit sticky with just steel washers. We have had a look but cant seem to find them any where. We can get hold of nylon washers as a possible substitute if they will be better than the steel ones? Just about to run some more cuts and have another look at it.
|
|
#37
Fri 02 November 2012, 09:46
|
|||
|
|||
|
They need to glide smoothly and at the same time be free of sideways slop.
This keeps the pinion running true in the rack and also properly engaged. Ross
|
|
#38
Fri 02 November 2012, 12:03
|
|||
|
|||
|
The rails and rack do slide smoothly and the pinion seems well seated.
We have just added some more tension to all of the springs for good measure. Does any body know where we can purchase teflon washers in the uk or europe? I'm not sure we are getting the right ballance between being nice and rigid yet still being able to slide smoothly. As it is, they are either nice and rigid yet don't slide smoothly or they slide smoothly yet have a bit of flex sidways. I think the biggest issue we are having now is getting the steps per mm to correlate with the cut lengths. As it just isn't right to the calculated settings and for some reason our measurments over a 400mm measured length using the dial guage are not working out either.
|
|
#39
Fri 02 November 2012, 12:42
|
|||
|
|||
|
If the machine travels lets say 1000mm and returns to the same point then its ok in mach, but you may have bad quality rack with inconsistent tooth pitch maybe
|
|
#40
Fri 02 November 2012, 16:56
|
|||
|
|||
|
Washers can be cut from 3mm Teflon sheet with a hole saw.
Your machine will do a good enough job cutting them as well at this point. Are you checking for slop with the motors turned on? The images still indicate mechanical slop as the primary problem. Drill a hole at a known coordinate, run a cutting sequence, then jog the bit into the drilled hole and check the Mach3 DRO to confirm you have not lost steps Reduce your motor microstepping to half step to increase the motor torque and run the cut test again if you have lost steps. As Danilo suggests, measure the accuracy of your racks. Regards Ross
|
|
#41
Sat 03 November 2012, 05:25
|
|||
|
|||
|
I have some 2mm PTFE and can punch out the washers for you - (5 off 40 x 10, and 8 off 20 x 8). PM me your address and I'll send them out first class on monday if you still need them.. I used a slightly different combination but the ones listed above are what the drawings show. 1 off 40 x 10 on all motors and the idler and 2 off 20 x 8 on all but the z motor
Chris
|
|
#42
Sat 03 November 2012, 06:04
|
|||
|
|||
|
Hi Chris,
That would be great. Sending Pm now.
|
|
#43
Sat 03 November 2012, 21:48
|
|||
|
|||
|
i use washers made of plastic from a pet bottle. works like charm.
letme see if iam getting this right. you are getting errors of 0.4mm on a 150mm travel? you have belt reducion? if not how many teeth you pinion have and module rack? i have 24teeth on direct motor module 1 rack i think i have 0.3 mm error but i found that normal. do i have to spect more accuaricy? maybe its a good idea to do a .tap normalised test file on mm and inches to compare machine errors. using most standard bits. like 6mm btw i have a 6mm bit that is 5.96 mm
|
|
#44
Sun 04 November 2012, 05:27
|
|||
|
|||
|
When I see your cutting pattern i think you have some clearance somewhere where you should not have. Especially the begin and ends from your lines are moving away.
Check your spring load. should be 12kg I checked my springload whith a bucket filled with 12 liter water. and measured the lenght of the spring. when your machine is running (cutting) you can place your hand on the y cart and feel it. movements should be smooth. power you motors on, and try to push the x, y and z slide by hand. if you can move them, it's not OK. should be solid as a rock. 1) check if the gears are fixed well 2) check spring load 3) check if your nuts for your motor mountings are not to tight. check this by removing the spring, you should be able to move the motor up and down 4) check the bolt which are used to "hang" there should not much clearance between hole and nut 5) check if you x slide and y cart are proper aligned in the guiding rail 6) check if you gear is nice in your rack, it's possible that the flange of the gear is touching something, so your gear is not properly in the rack 7) are your V bearings mount properly, or do you have clearance at the V bearing, check if the v-groove piece is fixed on the bearing. 8) is the same type rack and pinion used or did they mixed up metric / imperial Teflon sheet can be easily cut with a heavy scissor. They don't need to be perfect round. drill a hole in the middle and ready (place the Teflon between two pieced of drilling to avoid that the teflon "run's" in the drill
|
|
#45
Sun 04 November 2012, 09:22
|
|||
|
|||
|
Well an update. We have managed to get things a fair bit better.
We now do have it repeating cut lengths in both x and y to within +-0.1mm. Phew just about acceptable! Fernando: I would certainly want and expect a better tollerance than 0.4mm from any CNC machine. We achieve pretty much +- 0.05 on our other machine. Before doing the test cuts we measured our tool 6.2mm rather than 6.35. This wa taken into account previously. What we ended up doing to get this right was we wrote a programm with a load of equal length cuts in each axis and took the average length of them all with a set of vernier calipers. Then knowing the steps per unit, pulse rate, pinion siz and pitch (20dp, 20T) etc we calculated back to what it needed to be. Just out of note the X was close to what the theory says but the Y was a bit off.   Still not quite got the z as accurate but I think with the rails as they are we are never going to get the same tollerance. After much fetteling with the z plate, rollers, concentrics etc we do have the run out of cuts looking much better but we still are seeing it particularly on the plung in. On panel cutting it doens't really show up on square profiles but does a small amount at the plung point of circles.   The first couple of jobs are relatively simple cabinet work so I am just about happy enough to run them as it is. Last night I cut and attached some 18mm birch ply which to day I am in the process of turning into our vacuum table.  This morning i skimmed the panel with a 2mm cut to level it off and at the moment (while i type now) it is cutting out the 6mm deep channels. All a bit labourious as the program for the rebated channels is 4 & 1/2 hours long and the surfacing was 2hours. One thing that was nice to see earlier and confirms the machine is not loosing steps is that even after surfacing the panel with a 1/4" end mill (yes I know, but we dont have any larger tools at hand) the machine went back to the home position I had set perfectly.     Hi Rik: The gears do seem quite well seated but I think I am still going to check the spring strength (i'll try your bucket and water test). We have some teflon washers coming thanks to the generosity of our fellow member cdev (Chris), hopefully this will help with the smoothness and rigidity of the motor mount action. We've been though and re-aligned/ straited our y rail and the Y car is now well seated all through its travel and the x already was, but of course the rails are quite inaccurate in the first place which will through things off a bit as it moves. One thing you mentioned may be worth a re-check one of the v-rollers on the Z slide did seem to have more lateral moevement (in X) than the rest, I may take this off and have another look at it to see if the v roler is propperly seated on the bearings. Any way will keep hunting to try and track the last issues down. ON a side note what vacuum pumps / motors are most mech mate users using? We have a nice rotary vein Becker unit on our other machine but couldn't afford a new one of them. We did miss out on a nice Busch roary vein that went for penuts the other week but havent seen anything like it since for sensible money. Anybody here using the shopbot style cabinet with multiple Lighthouse vacuum motors? Anybody know of good european equivalents (have looked and cant find lighthouse ove here).
|
|
#46
Sun 04 November 2012, 13:50
|
|||
|
|||
|
SOSx,
What feeds and speeds are you using to carry out your test cuts? Looking at the photos it maybe the bit flexing or the stepper motors not holding on the micro step. To determin which problem mount the dial indicator on one axis and cut a straight line only with the other. Anthony
|
|
#47
Sun 04 November 2012, 19:50
|
|||
|
|||
|
your v wheels have bearing? there is any loose on the them? i did have problem with them becouse one loose wheel.
|
|
#48
Wed 07 November 2012, 04:17
|
|||
|
|||
|
Hi there,
Many thank to Chris (cdev) for the teflon washers. It has definately improved both rigidity and action of the stepper mounting plates. Antony were fairly certain were not loosing steps, tool bit returns to home bang on every time. Still haven't had a chance to check the v wheel I was concerned about yet. Next thing on my list is stronger springs. Have looked at the specified spring and cant find anything identical with out having them custom made. Firstly does anybody know of any springs that are a direct fit in the uk or europe. Or the other option is I have found a possible substitute what do you all think of the T42480 on this page http://www.assocspring.co.uk/p/16/ex...=#startcontent It has a slightly higher maximum force about 16KG but this is when at maximum pull which is 20mm longer than I need. What do you think?
|
|
#49
Wed 07 November 2012, 04:54
|
|||
|
|||
|
I used these springs. http://www.strutsdirect.co.uk/compon...roducts_id/154
They come in at under 12 kg but by drilling a new hole about 20mm further out in line with the other holes but clear of the v rollers I get a bit more than 11kg force. The only thing to be careful of is to make sure that the stepper motors can take the the radial load. From memory, if the spring tension is around 12kg then the radial load on the motor shaft is around 20kg. I'm sure someone will correct me if I'm wrong.. This only applies to direct drive motors of course..
|
|
#50
Wed 07 November 2012, 05:56
|
|||
|
|||
|
SOSx
Not in the least bit surprised the telflon washers improved the machine over using a steel washer. How the original builder could seize up a joint that is supposed to move is beyond me  . .Did you actually test your existing springs on the machine using the bucket method. I wrote earlier they seemed a long way off the mark. If you have a figure then it is always good to feed it back to the forum. It shows the rest of the builders by how much they were out and gives others a chance to learn. The table surfacing time you gave was too slow, way too slow. I suspect even with a 6mm end mill to take 2 hours on a 4x4 you have not used the tool step over correctly. There is no need to use a 10% stepover to surface a table - use 90%. The operation removes very little material it is more like jogging than cutting, very little change of lost steps. Smooth the motor acceleration on the x axis and wind up the speed - time is money you know  . .I also suggested that you lock the motors and wiggle the spindle. You absolutely NEED to do this as your cut still indicates mechanical slop in the Z axis or a loose Y car pinion. Regards Ross
|
|
#51
Thu 08 November 2012, 10:51
|
|||
|
|||
|
Update :mad:
Well time to back track a bit now.
It is not after the last calibration cutting distances accurately. We thought we had it sorted with the method I described earlier. We can get it to cut a specif distance with this method accurately and it will repeat that cut to within +-0.1mm but as soon as we do cuts of different lengths the measurments go out. They will repeat quite happily but they are still out and were talking 1-2mm here over a distance of 600mm. We thought that it may be that our rack goes out of pitch or is not very accurate to it supposed pitch (or even if it might actually be mod 1.25 not 20dp), but today we have taken off both of the x racks and both meshed them together and measured them/counted the teeth and they are definitely dp20 and they mesh together nicely so it is not the rack. As Ive said before the error seems to be an incremental increase over distance which would suggest the settings for the steps per mm is not correct. But the theoretical calculations are out and every way of calibration that we have tried has not yielded success other than at a specif distance in both x and y axis. We have still not been able to isolate the mechanical slop in the z slide although upon giving it a good tug you can feel it is there. one thing we thought might be cause of error is that the rack is not running perfectly strait along the bottom of the angle section it tapers in toward one end. In particular you can see this in the x rails as it is about 3-4mm difference from end to end of a 1700mm length. In the Y axis it is only maybe 1mm difference from end to end.  Could this through out our steps per mm calculation by this much? Another option we have thought about is that as I've described our motor shafts are 12mm yet the pinions have a bore of 1/2inch. So we have them shimmed with drinks can sheet wrapped around. This seems to work quite well and definitely centers the pinion much better than the copper sheet shims that were in there before, but they do still leave the pinion with a slight wobbly rotation. Surf cnc we did not actually measure the springs in the end with the water bucket method, but upon measuring there diameter 12mm and wire size of 1.4mm it is clear to see from looking at LOTS of spring specifications they are not able to produce 12kg of pull, maybe 6-7kg at best. But that has also raised another question our motors are only rated for 60N lateral load which is only 6.11Kg Are we going to kill them putting on the correct 12kg force springs (or 11Kg ones cdev recomended)? Maybe a gear reduction system for them is our only route there or larger geared steppers or a belt reduction. But to be honest at the moment I really wouldn't want to through any more money at it for things like that with out knowing they were going to sort our root problems out (which I don't think they will).As for the surfacing of the vac bed I did a 2mm pass at 18000rpm, 3780mm/m and a step over over 75%. To be honest this machine is really bugging us now, in many ways the little movement/slop on the z axis on entry and exit seems like the least of the machines issues at the moment seeing as we cant seem to find a way of getting to cut more than one specified distance correctly. Please dont take me as slating the Mech Mate design in any way, I actually think it is a very good design its just we've been unfortunate to buy one which unknown to us at the time implemented the design very poorly. I really dont know what to try next?
|
|
#52
Thu 08 November 2012, 11:09
|
|||
|
|||
|
What are your acceleration settings? Set them so slow that you can see and hear the accel and decel on every move, and try the calibrations again. You are still describing something that matches up with missed steps, which will vary with the length of the operation, but be somewhat consistent for a given length.
|
|
#53
Thu 08 November 2012, 14:13
|
|||
|
|||
|
Try changing the computer, it may be not giving nice pulse train, if all mechanical issues have been checked turn to the electronics.
You can also check is there a nice 5V on the dir pin at the drives (as its harder to measure it on the step input) Also you can try changing outputs for STEP/DIR , as I found on one computer that it would not output nice signal on only one output pin, PCI LPT port is another idea to try as its cheap.
|
|
#54
Thu 08 November 2012, 14:24
|
|||
|
|||
|
I Dont know if Matt has seen the replies but if he does and can remember hopefully he'll put them up.
Brad surely if it was loosing steps it would'nt return to home correctly? Hi Danilo-we have a smooth stepper board conected to a fairly decent spec all in one micro itx pc. We have had that issue before with different computers on our other machine, but had pressumed the smooth stepper board would remove the possibily of this.
|
|
#55
Thu 08 November 2012, 21:09
|
|||
|
|||
|
You are correct that losing steps would destroy repeatability on the return to a known location. So, if you have repeatability after cutting the inconsistent lengths, it's not lost steps. Of course, you could have repeatability of jogging, but loose steps under the cutting forces. If you have the repeatability under cutting conditions, but still have cuts of variable length, then we're either looking for a software issue, or a mechanical issue - we've exonerated the drivers and the motors.
This has got to be driving you guys bonkers. Wish we'd been able to nail it for you earlier.
|
|
#56
Fri 09 November 2012, 00:41
|
|||
|
|||
|
Ok it's got to be annoying by now, however
1. Ignore any "motor spec" and just pull up the pinions to the "machine spec". Replace the motors with the right motors if or when they fail. 2. Calibrate over a long distance and accept the Mach 3 calibration then do a cut to ensure it agrees with the long calibration when cutting. When in doubt calibrating over a long distance reasonably accurately beats calibrating over a short distance very accurately. I would just like to confirm that you are using both the "Gear Steps Calculator" and then secondly the Mach3 axis calibration settings using the "Settings Tab" also labeled ALT F6. The individual axis calibration routine is located directly above the Reset button. If X axis needs different steps to the Y axis to be calibrated then so be it. 3. Your electronics laundry list seems pretty good quality. Not much to be gained here but just kill the network when cutting, don't scroll the tool / table window around when cutting, run an AV scan, update windows... so the normal cautions should be fine. 4. The elephant in the room is the pinions and the racks.. Over the longer term consider some new pinions and have them correctly machined for your motor shafts. The wobble has the effect of moving the gears slightly out of mesh twice on each rev. The alignment of the rack to the pinion is also not perfect so as the pinion traverses along the rack it may not be fully engaged along the full 15mm width the rack. So rather than a nice 100 percent seat you have both the pinion crawling out of square with the rack and the contact area changing as the pinion traverses along the rack. Spraying the rack with cheap mat black paint will show you the contact area of the pinion on the rack after a few machine cycles to wear the paint off. It is possible to pack the rack square to the pinion along its length using shims (the same drink cans as the pinion shims). If the rack is consistently out of square Gerald has even recommended bending the motor plate in the past. Regards Ross
|
|
#57
Fri 09 November 2012, 00:51
|
|||
|
|||
|
Ever check for movement in the router, its mounting bracket & worn bearing ??
|
|
#58
Fri 09 November 2012, 04:16
|
|||
|
|||
|
We'll back to it this morning. Once again thank you all for your input and support in trying to get his sorted. It is most definitely driving us up the wall a bit now as its just putting us further and further behind our work schedule and the idea was to free it up.
Brad- we do seem to have repeatability under cutting conditions. If we repeat a cut or program it will be the same roughly +-0.1mm, it will just be wrong? Ross - As for motors/gearboxes I am just waiting to hear back from motion control now regarding prices for there planetary gear boxes and rotary encoders, as I think that more resolution and torque can only be a good thing and with rotary encoders we would know for certain if we loose any steps. Also I am hoping that the planetary gear boxes can take a higher lateral load so be more capable of surviving the forces applied by correctly rated springs. Also we could use (for now) the 20T 1/2 inch pinions we have currently with out shims as we can get an output shaft of 1/2 inch not 12mm like we have now. I know it would be a bit under geared but I would sacrifice a bit of speed for resolution right now. I can confirm we were using the gear steps calculator (and confirmed it in excel manually). We have also used the mach 3 axis calibration function. I think we have some black spray paint so will put some on tonight and have a look at the wear tomorrow. You say kill the network when running? The wifi is disabled but the wired is left active, but we have never had any issues with this and our other machine? As for calibration we started at 150mm using a small set of verniers then as we could get it accurately this way we then bought a dial gauge, borrowed some 0.0005mm accurate engineering slips and re worked using this method but i think that the tiny differences in the dial gauges angle in comparison the engineering slips face threw those test off. Again we could get it to repeat the one measurement accurately but as soon as we tried other measurements / cuts it would be off again? Then the last 4-5 days we borrowed a 1m long set of vernier calipers and re-did the calibrations using averaged cut lengths and this again would get it to repeat a 980mm cut or movement time and time again but as soon we cut a shorter length it was well out again? Ken- We had a brand new 10mm thick alu mounting bracket machined and it seems pretty solid and the motor is firmly attached to it. I Think the slop is more in the Z car/slide i think? While I've been typing this Ive just heard back from motion control and spoken to their head engineer. In case anybody was wondering on lateral forces on the shaft he has just done the calculations and for a pinion at the end of our motor shaft and with a 12kg spring load we are applying just under 20Kg force on the bearings and that they are quite comfortable much higher than this (he said more like 200kg before they break). For the gearboxes hey have given us a price of £170 (about $270) each for the encoders they are £70 each (about $110). Are these prices reasonable are htere cheaper/better options?
|
|
#59
Fri 09 November 2012, 04:38
|
|||
|
|||
|
Why not re-build the Z-Spider? that should cost less than 170quid...
|
|
#60
Fri 09 November 2012, 04:41
|
|||
|
|||
|
Some close-up pic of your Z-axis will help a lot. Namely The slide plate's V, the bearing assembly.
|
|
| Register | Options | Profile | Last 1 | 3 | 7 Days | Search | Today's Posts | Mark Forums Read |
| Thread Tools | |
|
|
 Similar Threads
Similar Threads
|
||||
| Thread | Thread Starter | Forum | Replies | Last Post |
| Stepper motor refuses to turn - Wiring & jumper errors | Gato Richy | Troubleshooting | 31 | Thu 30 April 2009 23:56 |




