|
#1
 Fri 04 September 2009, 09:58
Fri 04 September 2009, 09:58
|
|||
|
|||
|
Inconsistent accuracy - loose pinion gear
This may be more of a Mach3 issue than a MechMate issue, but I'll ask here because many Mach3 settings seem machine specific.
I have recently been trying to cut some sample shapes and my results are not great. When I create an ellipse in Cut2d and cut it I don't get a very accurate shape. I've had mixed results with circles too, I suspect it may be a CV setting issue, but I'm not sure. Below is a picture of the screen of Cut2d showing what I'm supposed to be cutting and then a picture of what was cut. The circle is clearly screwed up and the ellipse is not an even shape. The square has one softened corner (CV issue?) but the size is right on, and it seems square, I haven't squared up my gantry yet, but I'm sure that's not causing the issues. I am using the OM 7.2 reduced motors, 30 tooth pinions, a gecko g540, mach3. My Motor tuning settings are Velocity 490.86 (It won't let me go higher), Acceleration 25 (10 on z). In the general config dialogue I have Motion Mode CV, Distance Mode Absolute, IJ Mode Inc, CV distance tolerance 180, and g100 adaptive nurbscv is selected. I'm sure there is some setting somewhere that will fix my woes, but I can't find it on my own. Anybody have a good suggestion? 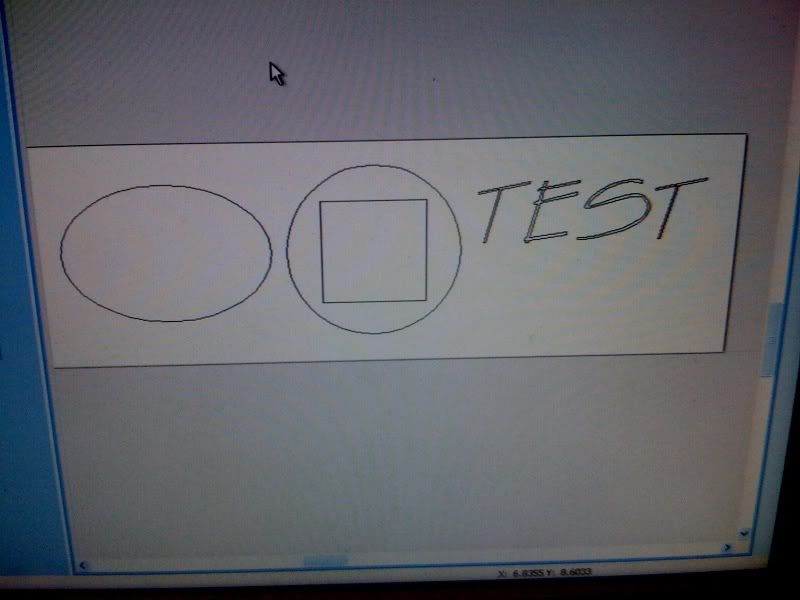 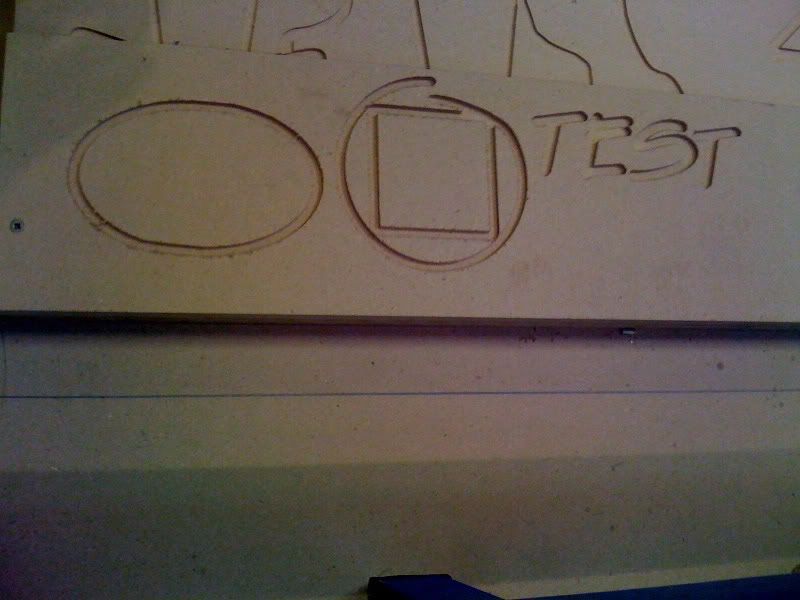 
|
|
#2
Fri 04 September 2009, 10:20
|
|||
|
|||
|
First thing to check is the mechanicals. The typical culprit is pinion gears which are slipping on the motor shafts.
|
|
#3
Fri 04 September 2009, 11:54
|
|||
|
|||
|
Brain,
You don't mention at what speed you are cutting. What are your IPMs? There is plenty on this because most of us experience this problem at first.
|
|
#4
Fri 04 September 2009, 14:01
|
|||
|
|||
|
That Gerald's a smart guy. My Y axis pinion was slipping, it was loose enough that I'm surprised it was driving at all. I redid my little test cut with much better results.
THANKS!!
|
|
#5
Fri 04 September 2009, 14:45
|
|||
|
|||
|
Brian,
Do you have one or two set screws on your pinions? Maybe drill and tap for a second one if you only have the one. Gerald also suggested grinding a second flat on the motor shaft for the second set screw, not sure if you are up to that one. also see Circles are not cut round - loose pinion gears for reference as well. 
|
|
#6
Fri 04 September 2009, 18:03
|
|||
|
|||
|
I don't think I want to pull the motors, off or the pinions, but I may throw some loctite in there and maybe even do the "jam-nut" extra set-screw, mostly I just need a good allen key that will reach in there so I can feel confident that I tightened them all the way.
|
|
#7
Fri 04 September 2009, 19:51
|
|||
|
|||
|
Brian,
I used Loctite and a double set screw (jam nut). No problems.
|
|
#8
Sat 05 September 2009, 08:36
|
|||
|
|||
|
I was lucky not to experience the pinion problem..I used Locktite from the beginning....BUT today I decided that a 19 mm ballnose is not what I want when doing some TEXTURES. I found a nice ball nose...ish cutter in my box but it had a sharp point. Well I put it on the grinding wheel and got rid of the protruding point very quickly. Now I have a 37 mm 'ballnose' But comming back to my problem. I did some texturing and it started fine, but after a short while it did not cut anymore.. I stopped and told Mach to take it back to 0,0. To my surprise the Z did not go back to 0.....about 2 mm high.
Reset everyting and start the file again. .....Same thing....First I thought my table is not flat anymore, but then I thought about skipping steps etc. Well the outcome was quite simple....Because I use more pressure to drive a bigger cutter into the workpiece, and my springs were not the original spec that Gerald designed, my Z-axis motor jumped a tooth every now and then. To solve this I backed down on my Z-axis speed and also tighten my spring a bit. After this it ran for about 1.5 hours without skipping again.
|
|
#9
Sat 05 September 2009, 08:41
|
|||
|
|||
|
Thanks for that post Kobus. Those kinds of problems are the ones that will drive a guy crazy trying to figure them out.
|
|
#10
Sat 05 September 2009, 08:50
|
|||
|
|||
|
Kobus, be careful of assuming that the pinion actually jumped out of the rack . . . your direct drive motor may have jumped an internal magnetic step or two. Both events sound the same, and both give the same result. But tightening the spring is only going to fix one of them.
|
|
#11
Sat 05 September 2009, 09:00
|
|||
|
|||
|
Well like I said I thought it could have missed a step or two, so I kept my hand on the stepper for a short period of time and it worked OK. Then I decided to pull the spring and to make 100 % sure I backed off on the z- plunge speed.... I have noticed the stepper jumping teeth previously when I did some PECK DRILLING.... too much force and it jumped on the pinion.
|
|
#12
Sat 05 September 2009, 09:05
|
|||
|
|||
|
I used some Tippex years ago and marked one pinion tooth to a position on the rack. Every time we had a "jump" event, the marks stayed lined up. But maybe your springs were not as tight as ours . . . .
|
 |
|
|
 Similar Threads
Similar Threads
|
||||
| Thread | Thread Starter | Forum | Replies | Last Post |
| Cutting out_of_round circles - loose V-rollers on Z-slide | javeria | Troubleshooting | 22 | Wed 17 June 2009 05:15 |
| Circles are not cut round - loose pinion gears | sailfl | Troubleshooting | 21 | Sun 15 February 2009 17:19 |
| Machine cuts out after cutting for a while - Loose wire on E-stop circuit | Hugo Carradini | Troubleshooting | 8 | Mon 31 March 2008 12:18 |
| Z axis gear reduction | Art | 40. Z-Slide | 0 | Mon 10 March 2008 19:01 |
| Mechmate accuracy | Dr.Law | Archives | 4 | Mon 10 March 2008 04:03 |



