|
#241
 Wed 13 February 2013, 16:33
Wed 13 February 2013, 16:33
|
|||
|
|||
|
Router on/off control off PMDX125 in normal mode
After a year or more of cutting where I was manually switching the router on, I finally got around to wiring the router off the PMDX 125 BOB. I didn't have any issues switching the router on manually, but I thought it would be good for the router to turn off when I hit an e stop.
Anyway, the PMDX has a couple of relays designed for 30A (K1/J9) and 10A (K2/J10). K2 has a MOV circuit which basically reduces the arcing when the circuit is enabled, so extending relay life. The wiring diagram is given in section 7.2 of the PMDX user manual. 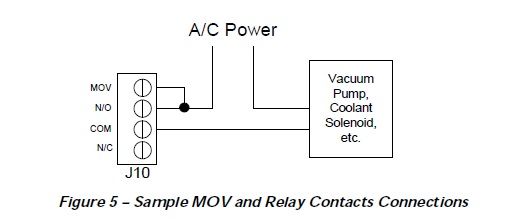 It took me a while to figure out the settings from the manuals, so here is a potted summary of my learnings. The manuals seem to imply that extended mode is necessary to control K1 and K2. Extended mode requires a change to config2 dip switch to "open" and installation of a software program to tell Mach3 of the extended input/output or output capabilities. PMDX manual AN001 details this. But hidden (ask me how I know!) in the manuals is the implication that you can control K1 and K2 from normal mode with charge pump (only config1 dip switch "open", the rest closed) and the jumpers JP1 and JP2 set across terminals 1 and 2 (the jumpers are removable clips that short across two of the 3 pins for JP1 and JP2. PMDX125 user manual section 3.3 and 4.0 These hardware settings mean that relay K1 is controlled from parallel port 1, pin 1; and K2 from parallel port 1, pin 14. NOTE: these settings only work for a single parallel cable, no smoothstepper or subsidiary boards. Then it's a simple matter of going to the ports and pins window in the config menu and following the PMDX AN001 manual, section 5.7.3 (ignoring the requirement for extended mode):

|
|
#242
Wed 13 February 2013, 16:45
|
|||
|
|||
|
Accurately flipping work pieces
I'm slowly getting around to cutting acceptable surfboards.
One of the things I'm having difficulty with is flipping workpieces accurately. When the pieces are flat, it's easy. It gets more tricky when they are not (you can't use a dowel or reference plane), so I'm interested in how the carvers out there do it. The best I have so far is to set the workpiece accurately under the cutting bit. Using a sharp V-carve bit seems to work OK, but is still prone to tiny errors. I've seen the wizard for locating centers. Is it possible to buy, cylinders or squares with cross hairs that can be used with these wizards? If you made your own, how did you get it accurate? My Google searches must be defective. PS: I'm installing a beam under the table that will carry vertical jigs to help align center (X) line, but I still need to get Y accurate.
|
|
#243
Wed 13 February 2013, 18:05
|
|||
|
|||
|
Laserline.
|
|
#244
Wed 13 February 2013, 19:40
|
|||
|
|||
|
In engineering, there is such thing as "Tolerance" because, reality says no one can never get 100% accuracy. 99.999999999999.....9999% is possible but never 100%. I would suggest you go through your XY axis alignment 1st. if it is not perfectly square, it will always has error when you flip your workpiece.
Also, if your work piece is not 100% rigid, there will be error too. again, ther will never be 100% rigid object, just acceptable rigid object.
|
|
#245
Wed 13 February 2013, 21:31
|
|||
|
|||
|
Hi Ken,
I have to admit my table is out 0.3mm on the diagonal, but that's as good as I can get it  Francis Not what you meant, I know, but you gave me a good idea:  Into the router collet. Difficult to mount a laser accurately when the building moves in the wind!
|
|
#246
Wed 13 February 2013, 23:07
|
|||
|
|||
|
0.3mm is much better then what I have.
how bad is the error? I too face the flipping over problem but then again, nothing a few stroke of sand paper can't fix.
|
|
#247
Wed 13 February 2013, 23:39
|
|||
|
|||
|
Red are you a starting with a square known size piece of foam?
I can offer up and ideal but no real world practice.
|
|
#248
Thu 14 February 2013, 06:08
|
|||
|
|||
|
Red
Try cutting the rails square on the bottom of the board. There is a check box if you look hard enough. This gives you the best of both worlds until you get it perfectly right, that being a fully shaped deck and a nice easily hand shaped bottom rail. You will find this process significantly more forgiving during your developmental stages. Try one and see what you think, the shaper I was cutting some boards for loved it as it gave him a good bottom outline to work from. The 3mm V bit method has a lot going for it in terms of being pretty fool proof, so high tech is sometimes not your friend. Also you can use the machine to measure out your setup once in place. Vacuum down a very stiff heavy board onto the cups and then project your edges out using a 1200 level to the outside of the machine. Given that your boards are around 600mm then projecting to past that width will improve the resolution of the adjustment. I have consistently got to 0.5 mm left to right at 600mm + from the centerline and got very good thickness across the slices. I think I have mentioned this but not sure so here it is again. Using EPS as you do you are free to cut any side first as the foam is of fairly uniform density. Registering against the flatter bottom give a better result. If you are cutting in PU that option is not the go as you need to limit the deck cut as much as possible to stay in the more dense foam near the crust. Lastly onya with the relay that's one less button to push !! The Solid State Relays from China are cheap and provide one more level of protection for the breakout board as well as optoisolation. Switching a $15 SSR with the mechanical onboard relay is cheap insurance for your significantly more expensive PMDX board if you feel like going the extra mile. This has all been covered in the forum. Attached is a copy of Mike Richards drawing as it relates to a PMDX 122 that had only a 10amp relay onboard. Image00001.jpg Ross
|
|
#249
Fri 15 February 2013, 02:14
|
|||
|
|||
|
What do you think Red ??
Useful, not useful, BS ?? Ross
|
|
#250
Sat 16 February 2013, 05:47
|
|||
|
|||
|
Thickness change calculations - these are accurate to the mm when translating from a cut board for desired corrections.
Example shows a 2mm correction in H1 , 0 mm in H2 with a resulting 3mm reduction in tail thickness and a 0.4mm increase in nose thickness. Values may be entered as software corrections, the actual cup heights themselves need not be adjusted to achieve the corrections. Increases in "software" cup heights produce thicker boards Image00001.jpg H1 H2 Supports Thickness Change Calculator.rar Further testing of the software also indicates a significant improvement in positioning of the board inside the blank can be achieved from cutting the deck side first. At this point I have no explanation why this is the case. Ross
|
|
#251
Sun 17 February 2013, 18:20
|
|||
|
|||
|
Thanks for the responses.
Spend a lot of yesterday using Shape3D and 3D layers to design pads to cut. Interesting getting software to do things it's not really designed for (OK, I'll get good enough with Rhino or Sketchup one of these days to be able to build complex curved objects). Anyway, back to the flipping issue. Regnar, I used to do it with blocks because of the alignment issue, but I got tired to the amount of foam waste, so I'm now using a close tolerance blank that is curved and placed on two sets of supports about 1.5 m apart. The software knows the shape of the blank and position of supports, so calculates a relative cutting path. Then the piece is flipped and the software assumes the cut side is now on the supports. The difficulty with flipping is no straight edges on the piece in any dimension. Custom built machines are set up to deal with this flipping issue by using a beam for alignment. Ken, I'm out about 1.5mm on 600 mm width (before using a sharp vee bit). Easy enough to knock out with sandpaper, but it's not "right", you know? Ross, Thanks for the relay info. I'll get shopping. It appears that something in my router config settings breaks the 2010 screenset (router button works, but the no zero & jog functions don't). It's fine in the 1024 screenset. I have to spend time on that, probably in the Mach forum. Can't see any obvious pin conflicts... Quote:
I set X=0 at the blank tail or the board tail. I square the blank tail off so X is accurate when I flip. I manually align front and back center line with the router bit (by moving the blank). It takes a bit of jogging along Y=0 and peering at the router bit vs center line, but the machine sits idle most of the week, so I don't have to worry about wasting valuable production time. I've just got steel to build my under table alignment beam and board supports (that will come up through the table). I'm running various strategies through my head for clamping the stringer ends repeatedly on a center line. My current idea is knurled screws into a slot that the stringer sits in. A clamp will also stop the piece moving when the cutter hits the stringer too hard (ask me how I know about the piece jumping around!). I've considered square rails. But I want the machine to cut it right. Every cut begins with unbridled optimism... I've been cutting deck first but had not picked up on better positioning in the blank. The biggest problem with the S3D software is that it does not give measurement readings in CNC view. I look at the Gcode to check where cuts are starting in the blank. Look at the machine speed preview, right click a point to find the line number in the Gcode. Do remember to allow for support height differences if you have deck roll. I found a "missing" 5mm because the software thought the supports were out on the deck roll. Had to specify the supports at the stringer to correct. The thickness change calculations are really useful. Thanks. This is one of the hardest things for me to get my head around. "If I move the blank up virtually, then the software will cut higher Z, then when I flip it and reset the supports, the software will think it's thinner and cut a lower Z...aargh" You can use ghost paths above the blank to confirm you have the blank set about right.
|
|
#252
Mon 18 February 2013, 18:22
|
|||
|
|||
|
Hi check this out ,mini surf board http://www.youtube.com/watch?v=jeUpjhqeiHE
the guy carve a plug to nest the board upsidedown. I know yours is much bigger. To do a production ok ,but for a unique piece not so good
|
|
#253
Mon 18 February 2013, 20:08
|
|||
|
|||
|
Thanks Normand.
Actually, there is one use of carving is to do a similar thing. It's a "bed" that can be used under the cut board when the board is covered with resin and placed in a vacuum bag. The bed helps ensure that the bottom curvature does not change. A hard bed can be used to force curvature into the soft EPS core of the cut board. My challenge is to convert the positive from dedicated surfboard design software to a negative in some other software. But this is just technical problem. As you say, a good way for production. But I always "improve" the design a bit each time (sometimes not even on purpose!)
|
|
#254
Tue 19 February 2013, 04:12
|
|||
|
|||
|
Hi Red
1. Check you have copied the macros in the c:\Mach3\Macros\2010 directory to c:\Mach3\Macros\Mach3Mill (assuming you are starting Mach3 in the mill profile). 2. Yep that lack of accurate detail in the cnc view is a bit of a problem. It is a glaring omission. 3. Ghost passes. I use them to check the deck rocker and also to limit the depth of cut in the stringers. Good feature that saves blanks lives every day  4. My new Calipers for you. Cut from 12mm stock and pocket about 5-6 mm. Surfboard Calipers V2 - long.dxf 5. Every cut begins with unbridled optimism - priceless. Me too - still not sure why though ! 6. My hint is on setting the cup heights evenly not on the board set up on the cups. I have failed to explain myself sufficiently so will draw something up to make it clear, then post it. 7. The clamped ends seem to be the go as long as your Z can remain consistent for the flip. The blank tail cut over length and nose cut parameters are great to minimise any changes you need to make to the blank models in order to set up the clamps. I have had serious issues with expensive oil vacuum pumps and the smell of some of them nearly poisoned me. A few good rubs with 80 grit sandpaper while the blank is still vacuumed down before the flip is the go to get a good seal after it is turned esp. with EPS. For everyone else's benefit, this is just not as easy as it might seem. Intuitively this is a simple exercise, the truth is so different !! Regards Ross
|
|
#255
Tue 19 February 2013, 16:30
|
|||
|
|||
|
Hi Ross,
Sounds as though you are building a wealth of experience cutting boards. Struggling to get the Marko blanks. Back to making my own. But probably XPS. I like the idea of a core that is not a sponge. I fixed the Mach2010 screenset problem, but I don't know how. I took a working config file and edited one parameter at a time and it was all good. Funny, the other config file works fine when switched screens to 1024, but won't work in 2010x. Thanks for the calipers. I'm on the lookout for a digital measure solution to integrate with calipers. I think I get your point 6. I did learn from your early errors. The blank sits on supports and the cups move up to the blank, activated, then tightened in place. Point 7: I re-zero to the table after the flip. I know some shaping machines have a block to zero to. Easy enough to install. S3D accommodates different zero strategies. I'm looking at oil-less double vane vac pumps. Might have to wait until funds allow. If your EPS is holding down on vac pads with only sanding, then your EPS is better than what I can access. The stuff I get is too porous. I have to put tape on the deck to get a good seal.
|
|
#256
Wed 20 February 2013, 17:41
|
|||
|
|||
|
Hi Red
to solve My challenge is to convert the positive from dedicated surfboard design software to a negative in some other software. But this is just technical problem. on my rudder mold i changed the stepper direction in Mach 3 cut down instead of up. this works if symetrical. Cheers David
|
|
#257
Wed 20 February 2013, 20:06
|
|||
|
|||
|
David,
That's a smart work around. You zero to top of piece? Red
|
|
#258
Wed 20 February 2013, 23:09
|
|||
|
|||
|
Yes zero at top
and invert Y axis as well if not symetrical.
|
|
#259
Fri 22 February 2013, 02:52
|
|||
|
|||
|
Got it
Thanks, David
|
|
#260
Fri 22 February 2013, 03:03
|
|||
|
|||
|
David
Smart stuff, the light just went on in my head too. Custom rocker beds Red - ooooh  Ross
|
|
#261
Tue 30 July 2013, 22:19
|
|||
|
|||
|
Cutting irregularly shaped things (like surfboards) comes with its own challenges. The primary challenge is in being able to support the work piece, and the secondary challenge is in flipping the work piece accurately.
After a few efforts I have come to something that appears to be a workable solution. I suspended a (straight) beam under the table and welded short rectangular tubes to it and drilled and tapped bolt holes. I made tee pieces so that the leg can fit into the short rectangular tubes and be held in place with the bolts. I cut holes in the table, drop the tees through and adjust to height before tightening the retaining bolts. There are vacuum cups on a couple of the tees and adjustable feet (intended for chairs and tables) on the other tees. I set support height accurately in the CAM software relative to the table top. I let the tees with vacuum cups "float", apply vacuum and then tighten the tees in place once the vac cups have attached. if you don't let the vac cups float then you either end up bending the piece or not getting proper attachment. 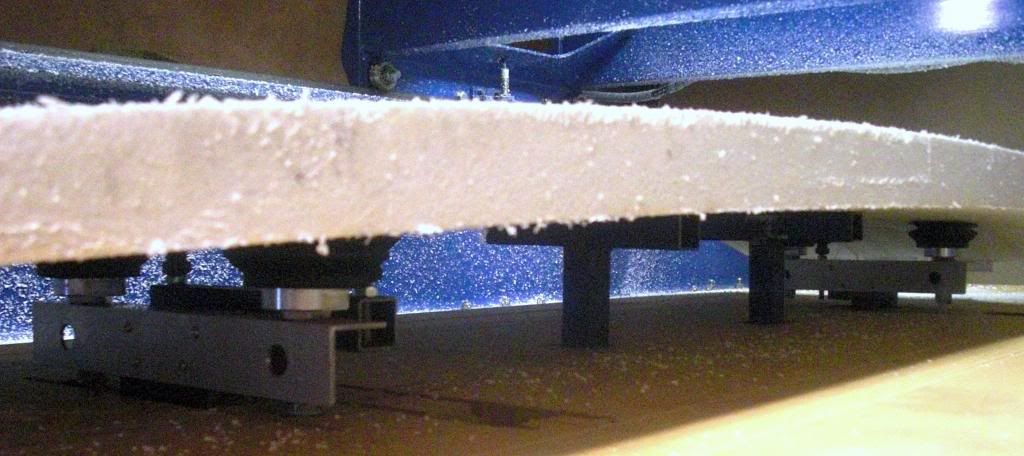 I have to add supports at the nose and tail because I'm seeing a bit of flex in the tips when the foam gets to under 1/2" thick. So yet more holes in the table... For flipping the piece: I first center the piece at each end using a sharp pointed cutter tip in the router. I drill a small hole at the nose and tip so I can reproducibly place the piece in the same spot (I pull the piece off after a first cut to glue on bits of harder foam around the rails). Upon flipping I first do a fair bit of careful measuring at each end to find workpiece center in y-plane, then I move the piece to center under the router bit at each end. Sure I could fit laser cross hairs and things but the calibration is a nightmare when the Z height of the curved pieces changes for every piece that is cut. The cutting bit tip is error free. Here's what happens when the vacuum lets go when doing the outline cut and you're not in the room! The X direction cuts in the center of the board: the right cut is correct, the left cut is the error - the piece got pushed over a lot! The big hole in the piece at the bottom of the picture? When you hit <Stop> and safe Z is set lower than the work piece :-(  With low grade EPS you need to seal the foam so that the vacuum cups can hold on. I sometimes do a thin coat of something like fast n final spackle, but this comes with its own problems (discoloration and water solubility, mainly). Now I put masking tape on the foam where the cups go. The tape needs to be fairly smooth or you end up with a failure (like above). Overall the beam and tee supports a workable, removable solution (when I need the flat table back), but it does necessitate contortions to see/adjust the supports and tighten retaining bolts at the same time. Just as well the system is set up on one side of the table and the retaining bolts face outward! A few more holes in the table would help to see what I'm doing.
|
|
#262
Wed 31 July 2013, 00:29
|
|||
|
|||
|
Hi Red
Are the four vacuum hold downs plumbed in parrallel? Or, do you have four series orifices in the lines? The latter would allow a single loss of vacuum to not get the whole peice free to move and a chance of recovery. Cheers David
|
|
#263
Wed 31 July 2013, 01:58
|
|||
|
|||
|
Hi Red
Thanks for the update and pics. Ross
|
|
#264
Thu 01 August 2013, 05:42
|
|||
|
|||
|
Hi David,
I have a single vacuum extraction point. Good thinking on isolating each suction cup. I'll see whether I can source one-way valves. Ross, Nice to see you're still around.
|
|
#265
Tue 06 August 2013, 06:11
|
|||
|
|||
|
Hi Red
Fat lines and four restrictors going to the fat lines from the central distribution point, not one way valves. Last I did was a solid aluminium rivet with a thin hole drilled in it. hole has to be the correct size to get about 30% decrease in max vacuum when one line is open as a starting point. Could be like a number 50 drill bit if vac pump is small volume. great to see the photos Cheers David
|
|
#266
Wed 07 August 2013, 19:05
|
|||
|
|||
|
Thanks, David.
I suspect you are moving a lot more air. How fat are the fat lines? I'm running 10mm tubing (ID) end to end.
|
|
#267
Wed 07 August 2013, 19:25
|
|||
|
|||
|
Hi Red
Probably a lot less air our "thin lines" are 1/8 inch so the machine is more efficient decreasing volume needed per piece. 10mm going to each of the four vacuum cups gives some volume so a small vibration wont instantly loose all vacuum / hold down force. The installation so it goes Vacuum cup, 10mm line, restrictor, manifold for four joins, vacuum pump. (OK I am such an engineering geek I would put four vacuum gauges in as well to be able to see if they are all holding but I teach engineering, not make boards  ) )Cheers David
|
|
#268
Thu 08 August 2013, 03:44
|
|||
|
|||
|
Hi David
I replied directly to Red on this one. I too use 10 mm lines but 8mm are also very commonly used. The board can not lift from "any" of the points even slightly or the game is up. The geometry of the hold down points, being inboard from the surfboards ends, amplifies any small lifting at the cups out at the extremities of the the cut. Noses are the stuff of nightmares, given that they are only around 10mm or so to start with. Before I started playing with this I thought this has to be simple, and it is, if you can afford a high volume pump that easily copes with the horribly leaky foam. The trouble starts when you are trying to use cut price solutions like the fridge compressor hack, the refrigeration vacuum pump or the venturi vacuum that I use. All these solutions are on the knifes edge with respect to coping with big leaks from porous foams, porous stringer lines, scratches/damage in the foams skin. or cutter striations. To overcome the problems more vacuum flow is the answer. Here is my latest "partial solution" .It is a twin venturi system as it evacuates quicker at under 18 inches Hg than a larger single venturi by a good margin. The sharp eyed will see this system is missing two non return valves between the venturis and the receiver tank. The home made PVC pipe mufflers are absolutely great. 2013-08-08_19-22-40_HDR.jpg This is the only one of these around Ross
|
|
#269
Thu 08 August 2013, 05:04
|
|||
|
|||
|
Hi Ross
Yes your boards are a lot harder! my boat foam is mostly 80 kg per Cubic meter and I support it in more than a few spots. Ninety percent + of the cuts I do are 2d not 3d I am also using the types of hacks you use ie twin fridge compressors as the vacuum source. The tubing with restrictors gives a chance to change the flow through one cup/section without loosing all the force in the others. I agree with you that nothing beats more volume! Cheers David
|
 |
|
|
 Similar Threads
Similar Threads
|
||||
| Thread | Thread Starter | Forum | Replies | Last Post |
| Making Skins #74 - Brisbane Australia | Surfcnc | MechMates already cutting | 1078 | Sun 20 September 2015 11:05 |
| A chip off the old block | quadtech | Miscellaneous / General / Whatever / Catchall | 0 | Tue 23 August 2011 07:30 |
| Anyone need more bearings? MELBOURNE | rotorzoomer | The Market Place | 1 | Fri 12 February 2010 06:45 |
| M1 18 000 Alternative Stopper Block | dmoore | 20. Gantry | 15 | Fri 13 June 2008 12:47 |
| Rail and Block | John | Archives | 2 | Mon 09 April 2007 15:25 |


